时间:2023-10-13 09:00:00
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:15152149740(刘)
> 关键字: 安川焊接机器人
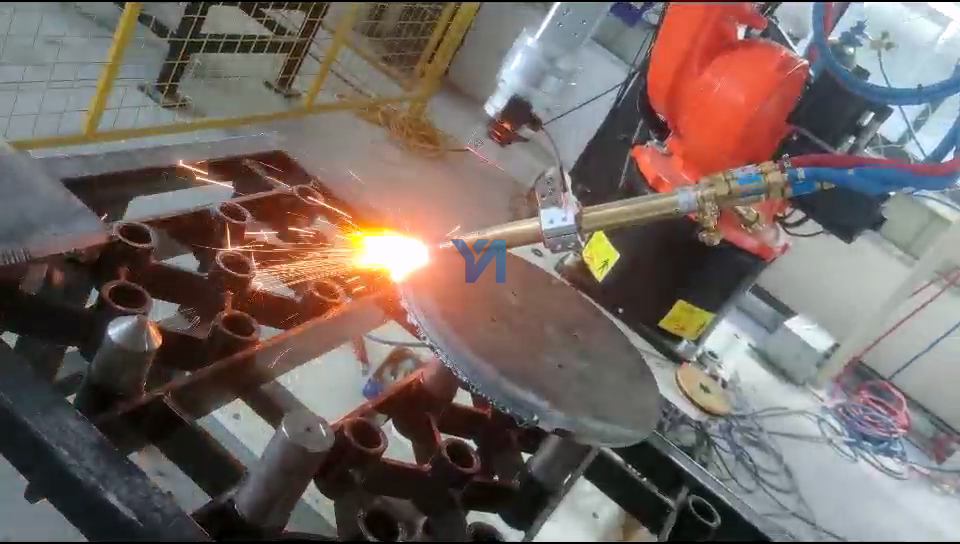
安川焊接机器人进行焊接生产作业时,熔池温度与多种因素有关。 技术人员对安川焊接机器人的正确操作包括焊丝角度、焊接时间、焊丝直径、焊接工艺等因素。 因此,一旦发现熔池温度过高,技术操作人员需要从以下几方面入手,降低温度。

安川焊接机器人焊接生产过程中,焊丝与焊接方向夹角为90度时,电弧聚集,熔池温度较高; 角度小时,电弧分散,熔池温度低。 例如,进行12mm平焊密封底层时,焊丝角度应控制在60~70度,以一定程度降低熔池温度,避免背面出现焊痕或翘起。 其次,必须严格控制焊接机器人系统的引弧时间。 断弧频率和燃弧时间将直接影响熔池温度。 由于壁厚较薄,电弧耐热能力相对有限。 例如,减慢断弧频率可以降低熔池温度,容易形成缩孔,因此只能通过燃弧时间来控制熔池温度,防止管道内部出现极高的焊缝或焊痕。
一般情况下,安川焊接机器人技术人员需要根据焊接空间位置和焊接层数来选择焊接电流和焊丝直径。 开始焊接时,选择的焊接电流和焊丝直径较大,垂直和水平位置较小。 只有这样才能更容易控制熔池温度和焊缝成形。 根据以往经验,当安川焊接机器人采用圆形带材输送时,熔池直径高于半月形带材输送温度,半月形带材输送温度高于熔池直径。之字形带材运输的池温度。 因此,尽可能采用锯齿形条带运输,通过摇动的幅度和坡口两侧的停顿,有效控制熔池的温度。